- Profesyonel Kalıpçıların Buluşma Noktası
- +90 216 364 17 39
- info@mikroncnc.com
EDM (Elektro Erozyon) Teknolojisi nedir?

Yeni Web Sitemiz Yayında
6 Mart 2019
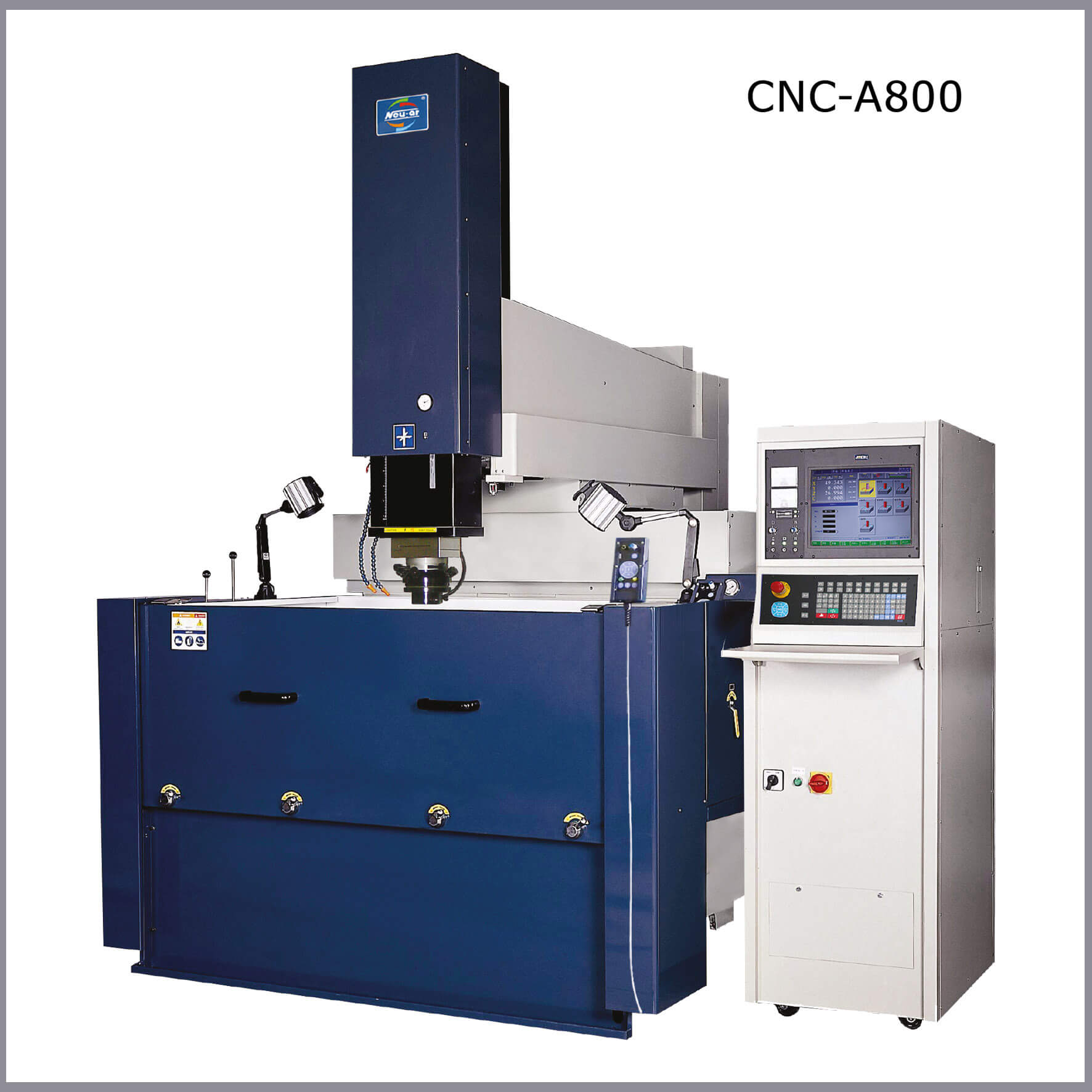
CNC Tel Erozyon Tezgahları
2 Ağustos 2019
20. yüzyılda Rus bilim adamları tarafından yapılan ilk müthiş buluş: EDM (Elektro Erozyon) İşlemi
EDM teknolojisinin başlangıcı için ilk buluş ve fikir 1943 yılında Rus bilim adamları tarafından (B. R. Lazarenko and N. I. Lazarenko) gerçekleşmiştir. Bu iki Rus araştırmacı, dielektrik sıvı içindeki elektrot ve iş parçasının erozyonu esnasındaki kıvılcım atlamasını (ark) kontrol edebileceklerini keşfettiler.
Bu iki araştırmacı, 1943 yılında, sertliği ne olursa olsun elektrik iletkenliği olan tüm metallerin birbirlerini aşındırabildiklerini buldular. EDM yani elektro erozyon işlemini bulurken, tabiattaki görkemli olaylardan biri olan ve elektriklenme sonucu atmosferde meydana gelen en önemli doğa olaylarından biri olan yıldırım oluşumu, bu 2 bilim adamının dikkate aldığı ve esinlendiği önemli bir olaydır. Yıldırım oluşumunda enerji, bulutlardan (elektrot) havada (dielektrik ortamda) oluşan bir yol ile yeryüzüne (iş parçasına) boşalır. Yıldırımın şiddetine bağlı olarak yeryüzünde, tahribat (aşınma) meydana gelir. Elektro erozyon tezgahlarında ise enerji boşalması, elektronik kontrollü arklarla sağlanır ve mikrosaniyeler düzeyinde gerçekleşir. Ayrıca ark sonucu oluşan tahribat kontrol edilebilir.
EDM (elektro erozyon) teknolojisinde, elektrot diye adlandırdığımız ve elektrik iletkenliği olan tel veya bakır (grafit) şeklindeki bir malzeme vasıtasıyla iş parçasına uyguladığımız elektriksel dokunuş ile meydana gelen kıvılcım, çok kısa bir zaman aralığında meydana gelen noktasal bir erime ve buharlaşmaya neden olur (hatta çok yüksek sıcaklık meydana gelir); böylece bölgesel olarak o noktada talaş kopartır. Bu işlem esnasında, olayın meydana geldiği bölgeye herhangi mekanik bir kesme kuvveti uygulanmaz.
İşte, yukarıda teorik olarak anlatımı yapılan elektriksel boşalma (Kıvılcım Atlaması) ile elektrotermal talaş kaldırma işlemine Elektro erozyon İşlemi denir.








Elektrik iletkenliği olan tüm metaller bu işleme tabi tutulabilir. Elektro erozyon işlemin keşfedilmesi bu işlemin sanayide kullanılır hale gelmesine yetmedi. 1960′ ların sonunda elektronik kontrol sistemlerinin gelişmesi ile bu işlem güvenilir ve hassas bir talaş kaldırma metodu olarak kabul edildi ve elektro erozyon tezgahları üretilmeye başlandı. 1980’li yılların başında yerli firmalar bu tezgahı üreterek iç piyasanın ihtiyacını karşılamaya başladılar.
EDM yani Elektro Erozyon işleminin çalışma prensibi hem Tel Erozyon (Wire Cut EDM) hem de Dalma Erozyon (Die Sinking EDM) ve hatta Hızlı Delik Delme Erozyonu (High Speed Drilling EDM) üreten firmalar için esas alınan bir özelliktir; tüm bu tezgahların ana çalışma prensibi bu yukarıda belirttiğimiz temel prensiplerden esinlenerek üretilmiştir.
Böylece, hem Tel Erozyon (Wire Cut EDM) hem de Dalma Erozyon (Die Sinking EDM) Tezgahları, gün geçtikçe imalat ve kalıpçılık sektöründe daha yoğun bir şekilde kullanılır bir tezgah haline gelmiştir.
Tel Erozyon (Wire Cut EDM) tezgahı ile yapılan kesme işlemi, üzerinde yüksek yoğunlukta akım geçirilen bir TEL (elektrot) yardımıyla elektrik iletkenliği olan herhangi bir malzemeyi (iş parçası) elektriksel aşındırma (erozyon) yöntemiyle kesme yöntemidir. Geleneksel olmayan (alışılmamış) üretim yöntemleri arasında yer alan bu yöntemle, sert ve karmaşık geometriye sahip elektriksel iletkenliğe sahip iş parçalarının mikron hassasiyetinde işlenebilmesini mümkün kılar.









Tel Erozyon Tezgahlarında, farklı elektriksel kutuplara bağlanan elektrot görevi yapan TEL, iş parçasına yaklaştırıldığında elektriksel boşalımlarla yüksek bir sıcaklık meydana gelmekte ve bölgesel metal ergime yolu ile talaş kaldırılmaktadır. Bu işlemde talaş kaldırma hızı, her bir kıvılcımdaki enerji miktarı ve her kıvılcımın zaman aralığına göre değişmektedir.
Tel Erozyon Tezgahlarında, gerçek kesim esnasında kullanılan NC-program iki aşamadan meydana gelmektedir.
Programın 1. aşamasında, iş parçasının geometrik şekli bir koordinat düzlemi içerisinde, şekildeki her bir elemana nokta, daire ve çizgi numaraları verilerek çizilmekte, 2. aşamada ise kesme yolu yardımıyla esas şekil belirlenmektedir. Kesme işlemi başlatıldığında tel kesme yolunu izleyerek kesme işlemi tamamlanmaktadır.
Bu tezgahlarda genellikle tel çapları 0,05 mm ~ 0,33 mm arasında değişen pirinç, molibden ve tungsten tel elektrotlar kullanılmaktadır. Bu sayede parça yüzeyinde oluşabilecek maksimum radyus miktarı 0,33mm’yi geçmez. Tel erozyon tezgâhında bakır tel (-) , tabla ise (+) yüklüdür. Kesim; telin parçaya değmesi ile meydana gelen kıvılcım ile oluşur. Kıvılcım anında bölgesel olarak çok kısa zaman aralığında 8000 °C ~ 12000 °C aralığında ısı oluşur.
Tel erozyon tezgâhı sanayide ve özellikle kalıpçılık sektöründe yapımı çok zor olan birçok iş parçasının imalatında kullanılır; özellikle kesme ve plastik kalıp imalatında yaygın bir şekilde kullanılmakla beraber dişli çark ve makine parçaları imalatında da kullanılmaktadır. Çünkü tel erozyon tezgâhından çıkan bir imalatın taşlanması gerekmez. Herhangi bir imalatın diğer tezgâhlarda işlenmesi mümkün olmayan kısımlarının sadece telin yarıçapı kadar bir tolerans bırakılarak parçanın işlenmesi mümkündür. Ayrıca çok sert olan metaller elektrik iletkenliği olmak şartıyla işlenebilir.
Geleneksel olmayan imalat yöntemlerinden biri olarak Tel erozyon ile kesme işlemi (Wire Cut EDM), modern imalat mühendisliği uygulamasında vazgeçilmez bir yöntem olarak yerleşmiş, giderek gelişmekte ve yaygınlaşmaktadır. Çağdaş teknolojide, bir örnek verecek olursak, elektroerozyon (EDM) yöntemi olmadan imalat ve kalıpçılık endüstrisi düşünülemez.
Tel erozyonla kesim esnasında, EDM işlemini mikroskop altında izlemeye karar verirseniz, telin iş parçasına hiçbir zaman temas etmediğini görürsünüz; zaten eğer bir temas veya değme meydana gelirse, bir CONTACT (short) meydana geldiğinden dolayı kesim işlemi devam etmez.
Çapaksız parça işlenebilmesi ve yüzey pürüzlülüğünün diğer imalat yöntemlerine göre az olması belli başlı avantajlarıdır. Dezavantajları ise telin düşük talaş kaldırma hızına sahip olması ve kesici boyutunun sınırlı olmasıdır. Sanayide çeşitli türlerdeki kalıp elemanlarının ve dişli çarklarının yapımında, sert metal takımlarının işlenmesinde, elektro erozyon tezgâhlarında kullanılan karmaşık şekilli ve hassas elektrotların işlenmesinde, yüksek hızlarda çalışan kamların imalatında kullanılmaktadır.
{kind=link}